High Tg materials improve thermal-mechanical reliability, but they also change the fabrication window. Drilling, desmear, lamination, plated hole reliability, moisture control, and documentation all matter. A drawing that only says “High Tg FR4” leaves too much interpretation to the fabricator.
For engineers, that creates reliability risk. For procurement, it creates sourcing ambiguity.
Table of Contents
Why High Tg Materials Change the Fabrication Process
High Tg FR4 is not just standard FR4 with a higher number on the datasheet. The higher glass transition temperature usually comes from modified resin systems with higher cross-link density. That chemistry helps the laminate maintain stiffness at elevated temperatures, but it also changes how the material behaves during fabrication.
Compared with standard FR4, High Tg FR4 is often harder and less forgiving during mechanical processing. Drill bits can wear faster, resin smear can be more difficult to remove, and lamination profiles may require tighter control of peak temperature, dwell time, pressure, and resin flow.
None of this makes High Tg PCB unusual or exotic. Experienced PCB fabricators build these boards every day. The risk appears when a shop treats High Tg laminate as a drop-in replacement for standard FR4 and runs it through an unchanged process. The board may pass basic electrical test while still carrying marginal hole-wall quality, incomplete desmear, weak interlayer bonding, or moisture-related defects that show up later during assembly or field operation.
The sourcing implication is straightforward: specifying High Tg material is only half the job. The RFQ should also confirm that the supplier regularly processes the selected laminate family and can document the controls used for drilling, lamination, desmear, and material handling.
Reliability Risks to Control
High Tg materials are usually selected to reduce thermal-mechanical failure risk. The main failure modes are well understood, but they should be tied to specific material properties and process controls rather than treated as generic “quality” concerns.
| Risk | Why it happens | Higher-risk conditions | What to control |
|---|---|---|---|
| Delamination | Interlayer bond strength is exceeded under heat, moisture, or thermal cycling | Multiple lead-free reflow cycles, thick boards, multilayer stackups, poor moisture control | Tg, Td, T260/T288, lamination profile, pre-bake |
| Via barrel cracking | Z-axis expansion stresses plated copper during thermal cycling | Thick boards, small vias, high aspect ratio PTH, IPC Class 3 applications | Z-axis CTE, copper plating thickness, drilling quality, thermal cycling margin |
| Pad lifting and warpage | Resin softens under heat and copper-to-laminate bond strength is stressed | BGA rework, repeated reflow, unbalanced copper distribution, thin panels | Tg margin, peel strength, controlled rework, balanced stackup |
| Measling and blistering | Moisture vaporizes during soldering and separates resin from glass or copper | Humid storage, long exposure before assembly, inadequate bake | IPC-1601 handling practice, bake conditions, packaging, time between bake and soldering |
| CAF failure | Copper migration develops along glass-resin interfaces under voltage and humidity | Fine spacing, dense via fields, high humidity, voltage bias, long service life | CAF-resistant laminate, spacing rules, cleanliness, material datasheet review |
Tg is only one part of this picture. A laminate with Tg 170°C may still be a poor choice if its Td, T260/T288, Z-axis CTE, or CAF resistance does not match the design. These values should come from the laminate datasheet or supplier documentation, not from a generic FR4 category.
For a deeper discussion of lead-free thermal stress and standard FR4 failure mechanisms, link this article to the existing lead-free FR4 reliability article rather than repeating that full explanation here.
Key Fabrication Controls for High Tg PCB
Drilling and Desmear
Drilled hole quality is central to High Tg PCB reliability. Resin smear, rough hole walls, fiber pull-out, and nail-heading can all reduce the reliability of plated through holes and inner-layer connections.
High Tg resins can be more resistant to mechanical and chemical processing than standard FR4. Fabricators may need different drill hit limits, feed rates, spindle speeds, and desmear conditions for specific laminate grades. The exact recipe depends on the material brand, board thickness, drill diameter, copper weight, and layer count.
For RFQ purposes, the important question is not whether the supplier has a generic “High Tg process.” Ask whether the desmear process has been validated for the actual material family, such as Shengyi S1170, ITEQ IT-180A, Isola 370HR, or another approved grade. A process that works for one High Tg laminate may not be automatically equivalent for another.
Lamination and Core/Prepreg Matching
Multilayer High Tg PCB fabrication depends on controlled lamination. The fabricator must match resin flow, cure temperature, pressure, and dwell time to the selected material system. Incomplete cure can reduce the finished board’s thermal endurance even if the incoming laminate certificate looks acceptable.
Core and prepreg should normally come from compatible material families. Mixing a High Tg core with a lower-grade prepreg, or combining materials from unrelated suppliers without compatibility data, can create interfaces with mismatched CTE and weaker interlayer adhesion. This is especially important in thick multilayer boards where thermal expansion accumulates through the stack.
For high-reliability programs, ask the supplier to identify both core and prepreg grades, not just the core laminate. If a hybrid stackup is proposed, request the reason, material datasheets, and confirmation that the fabricator has built that combination before.
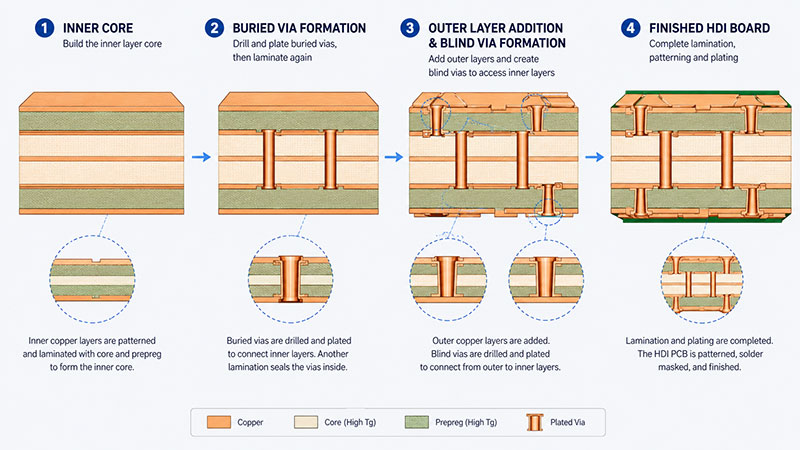
HDI Sequential Lamination
HDI boards add another stress factor: thermal history. Blind and buried via boards may go through multiple lamination cycles before assembly begins. A board with two or three sequential lamination passes has already exposed inner layers to repeated high-temperature processing before lead-free reflow is added.
This is where T260 and T288 become useful comparative indicators. They should not be treated as a simple additive thermal budget, but they do help compare how resistant different laminates are to delamination under standardized high-temperature test conditions.
For HDI High Tg boards, ask how many lamination passes the supplier has validated for the selected material and whether finished-board properties are verified after sequential processing. Incoming laminate data is useful, but it does not fully describe the board after multiple fabrication heat cycles.
Moisture Control and Pre-Bake
FR4 and High Tg FR4 absorb moisture. Polyimide can absorb more moisture than epoxy-based FR4 systems. When moisture-laden boards enter reflow, trapped water can vaporize and cause blistering, measling, or delamination.
IPC-1601 provides handling and storage guidance for printed boards, but actual bake conditions should follow the board supplier’s recommendation and account for board thickness, surface finish, storage duration, and assembly process. A common bake window for FR4 boards may be around 120°C for a few hours, but this should not be treated as a universal rule.
For critical assemblies, define storage conditions, packaging requirements, and maximum exposure time before assembly. If the board is baked, the time between bake and soldering should also be controlled, especially in humid production environments.
How to Specify High Tg PCB in an RFQ
An RFQ that says only “High Tg PCB” is not specific enough. Some suppliers classify Tg 150°C material as High Tg, while others reserve the term for Tg 170°C or higher. Measurement method also matters because Tg values measured by DSC and TMA are not directly interchangeable.
A stronger fabrication note should define the minimum performance requirements:
Material: High Tg FR4 or approved equivalent Minimum Tg: >=170°C by TMA Minimum Td: >=340°C by TGA preferred T260/T288: provide laminate datasheet values; T260 minimum required where specified Z-axis CTE: provide below-Tg and above-Tg values for multilayer or HDI designs CAF resistance: required for fine-pitch, high-humidity, or voltage-biased applications Lead-free compatible: expected peak reflow 245-260°C, 2-3 cycles IPC requirement: IPC-6012 Class 2 or Class 3 as applicable Substitution: no material substitution without written approval
Not every board needs every line. A simple industrial control board may only need minimum Tg, Td, and lead-free compatibility. A dense HDI board for a humid or high-voltage environment may need CAF data, Z-axis CTE review, and stricter documentation.
This is where engineering and procurement need to agree before sending the RFQ. Over-specification raises cost and narrows the supplier pool. Under-specification gives the fabricator too much room to choose a lower-grade material that still fits a vague “High Tg” description.
Approved Materials and Substitution Risks
“Or equivalent” is one of the most dangerous phrases in laminate specification when it is not controlled.
Two materials can have the same nominal Tg and still differ in Td, T260/T288, CAF resistance, resin flow, drilling behavior, moisture absorption, and dielectric properties. A fabricator may consider them commercially equivalent because both are High Tg FR4. Your design may not.
A better approach is to define approved materials and the conditions for substitution:
Primary material: Isola 370HR. Approved alternatives must meet Tg >=170°C by TMA, Td >=340°C, and the specified T260/T288 and CAF requirements. Substitutions require written approval and full material datasheet review. The Certificate of Conformance must identify the actual laminate brand and grade used.
This gives the supplier flexibility without handing over the engineering decision. It also creates traceability. If a failure occurs, the team can confirm which laminate grade and lot were actually used instead of relying on a generic “High Tg FR4” description.
Substitution control is especially important in these cases:
- CAF-resistant material is replaced by generic High Tg FR4 with no CAF data.
- A laminate with higher Td is replaced by a lower-Td material because both meet the same Tg value.
- A production lot is changed midstream because the original material is out of stock.
- The CoC lists only “FR4” or “High Tg FR4” instead of the actual material brand and grade.
For sourcing teams, this is not paperwork for its own sake. It is the mechanism that prevents cost-driven substitution from changing the reliability profile of the design.
Questions to Ask Before Production Releas
The supplier does not need to answer every question with a long report. But for High Tg multilayer or HDI boards, vague answers around material handling, desmear, lamination, and substitution control are warning signs.
Ask the fabricator:
- Which exact laminate brand, grade, core, and prepreg will be used?
- Have you processed this material before in the same layer count or HDI structure?
- What drill hit limits and desmear process are used for this material family?
- What lamination profile has been validated for this stackup?
- How do you control core/prepreg compatibility?
- How many sequential lamination passes has this material been validated for?
- What storage and pre-bake controls are used before assembly?
- Will the Certificate of Conformance name the actual laminate brand and grade?
- What is your process if the approved material becomes unavailable?
- For IPC Class 3 or regulated programs, what additional documentation can be supplied with each lot?
The goal is not to turn every RFQ into a full audit. The goal is to confirm that the fabricator understands the material and has process controls appropriate for the board’s reliability requirements.
Final Checklist
High Tg PCB reliability depends on both material selection and fabrication control. A correct Tg value on the drawing does not guarantee correct processing. A strong fabrication process cannot fully compensate for an under-specified material.
Before releasing a High Tg PCB to production, check:
- Minimum Tg is specified with the test method.
- Td and T260/T288 are reviewed for multilayer, lead-free, or high-reliability designs.
- Z-axis CTE is checked for thick boards, HDI, or dense via structures.
- CAF resistance is specified when humidity, voltage bias, and fine spacing create risk.
- Core and prepreg materials are compatible and identified.
- Drilling and desmear processes are validated for the selected material.
- Storage, bake, and moisture exposure controls are defined.
- The RFQ controls material substitution and requires written approval.
- The CoC identifies the actual laminate brand and grade used.
For most industrial and commercial High Tg boards, a clear material callout such as Tg >=170°C by TMA, Td >=325-340°C where required, documented T260/T288 values, and named approval for substitutions provides useful control without forcing every project into the highest-cost material path.
Specify the properties that affect reliability. Then make sure the fabricator can build to them.