FR4 is the material most printed circuit boards are made of, yet it is also the material most often left unspecified on a bill of materials. That gap — between how ubiquitous FR4 is and how little it gets defined at the quoting stage — is where reliability problems and cost surprises tend to originate. This article explains what FR4 actually is, how it is built, which of its material properties drive real engineering and procurement decisions, and when you should stop defaulting to it and switch to something else.
Table of contents
- What Is FR4 — and What Does the Name Actually Mean
- How FR4 Is Made: Composition and Structure
- Key Material Properties of FR4 PCB
- Types of FR4: Standard, High Tg, Halogen-Free, Low-Loss, and High CTI
- Where FR4 Works Well — and Where It Doesn’t
- Common Reliability Challenges of FR4 PCBs
- FR4 PCB Thickness and Copper Weight Options
- FR4 vs Other PCB Materials
- How to Specify FR4 When Working with a PCBA Manufacturer
What Is FR4 — and What Does the Name Actually Mean
FR4 stands for Flame Retardant Grade 4. It is a grade designation under the NEMA (National Electrical Manufacturers Association) classification for industrial laminates, describing a base material made from a woven glass fabric reinforcement bonded with an epoxy resin binder. The “4” distinguishes it from earlier and cheaper grades: FR1 and FR2 are paper-based phenolic laminates, while CEM-1 is a composite of paper core with a glass fabric surface. FR4, by contrast, is glass fabric all the way through, which is exactly why it is mechanically stronger, dimensionally more stable, and electrically more consistent than the grades below it.

It is worth separating two classification systems that are often blurred together. FR4 is a NEMA material grade; UL 94 V-0 is a flammability test rating. A laminate sold as FR4 is expected to meet the UL 94 V-0 self-extinguishing criterion — meaning the material stops burning within 10 seconds after a flame source is removed and produces no flaming drips — which is the baseline regulatory threshold for entry into consumer electronics, industrial, and medical markets. But the two are not synonyms: V-0 describes burn behavior, FR4 describes the material construction. Keeping that distinction clear avoids the common misconception that “FR4” automatically guarantees a specific flammability result without checking the datasheet.
From an engineering standpoint, FR4 became the default substrate not because it is the best at any single property, but because it sits at the most useful balance point of three things: mechanical strength, machinability, and cost. Higher grades cost more without delivering benefits most designs need; lower grades save money but give up rigidity and thermal stability. FR4 wins by being good enough at everything.
The procurement implication is blunt and worth stating early: FR4 is the default assumption behind most PCB quotations. If you do not actively specify a material grade, the supplier will almost always assume standard FR4 and price accordingly. That single sentence explains a large share of the mismatches that surface later in this article.
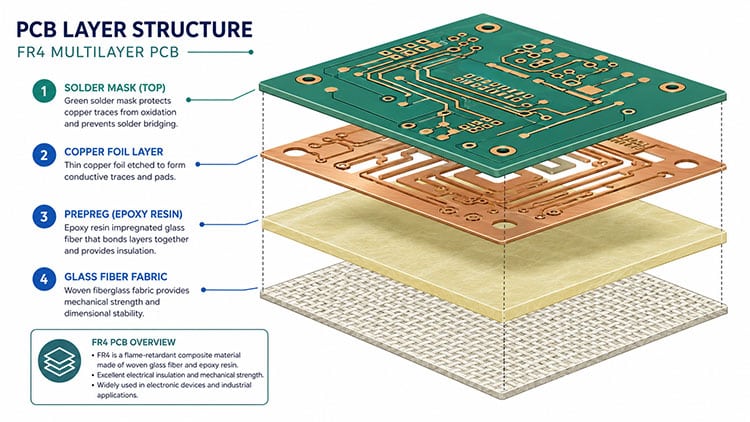
How FR4 Is Made: Composition and Structure
FR4 is built from three raw-material elements working together. The first is the epoxy resin system, typically based on bisphenol-A chemistry, which forms the insulating matrix. The second is the E-glass woven fabric, the reinforcement that gives the board its rigidity and dimensional stability. The third is the curing agent (hardener), which cross-links the resin during lamination and ultimately determines properties like glass transition temperature.
The board itself is formed by laminating prepreg — glass fabric pre-impregnated with partially cured resin — together with copper foil under heat and pressure. Typical lamination runs in the region of 170–200°C, with bonding pressure in the range of 20–40 bar (approximately 300–600 psi). The actual values depend on the specific laminate grade and press type and should be treated as grade-dependent rather than fixed constants. During this cycle the resin flows, fills the weave, bonds to the copper, and then fully cures into a rigid panel.
The weave density of the glass fabric is not a cosmetic detail — it directly shapes electrical and mechanical behavior. Fabric styles such as 106, 1080, 2116, and 7628 differ in how tightly and thickly they are woven, which in turn affects board thickness, stiffness, and signal transmission. In high-speed board design, engineers will deliberately specify 106 or 1080 prepreg rather than 7628, because the thinner cores allow far more precise control of layer-to-layer thickness. That precision is what keeps differential impedance deviation within a ±10% window, which is often a hard requirement on controlled-impedance designs.
There is a real trade-off hiding in the weave, though. The woven texture produces the Fiber Weave Effect: because a signal trace can run over resin-rich gaps or glass-rich bundles, the effective dielectric constant varies along its length, and the two lines of a differential pair can see slightly different dielectric environments. Below a few gigahertz this is academic. Above roughly 10 Gbps, the resulting Dk non-uniformity becomes a genuine signal-integrity problem, and designers mitigate it with techniques like routing traces at an angle to the weave or selecting mechanically spread-glass fabrics.
Key Material Properties of FR4 PCB
The properties below are the ones that actually change a design decision or a purchase order. For each, the question is not “what is the number” but “what does the number mean for me.”
Tg — Glass Transition Temperature
Tg is the temperature at which the resin transitions from a rigid, glassy state to a softer, rubbery one. Standard FR4 has a Tg in the 130–140°C range; High Tg FR4 reaches 170°C and above. This matters most for lead-free soldering. Lead-free reflow peaks at 245–260°C, and every pass through the oven imposes thermal stress. A board with a marginal Tg that goes through reflow multiple times — double-sided assembly, rework, or repair — accumulates damage near and above its softening point.
The engineering decision follows directly: for double-sided assembly combined with multiple reflow cycles, specify High Tg FR4 (Tg ≥ 170°C) rather than standard grade. The procurement implication is equally direct — High Tg material typically costs 10–20% more than standard FR4, and it must be called out at the BOM stage. Leave it blank and the supplier defaults to standard grade, even if your thermal analysis assumed High Tg.
Td — Decomposition Temperature
Td is defined as the temperature at which the material has lost 5% of its weight, and a value of ≥ 300°C is generally considered acceptable. The crucial distinction from Tg is reversibility: Tg is a softening point the material recovers from, while Td marks irreversible chemical breakdown. Because lead-free assembly drives boards repeatedly toward those high reflow peaks, Td is often a better predictor of how a laminate survives real soldering than Tg alone.
The trade-off is in fabrication. Materials engineered for high Tg and high Td tend to be harder and more abrasive to drill, which accelerates tool wear and can degrade hole-wall quality if drilling parameters are not adjusted. Thermal robustness on the assembly line is partly paid for in the drill room.
Dk — Dielectric Constant
Standard FR4 has a Dk in the range of 4.2–4.8 (measured at 1 MHz), declining slightly as frequency rises. Dk directly governs the characteristic impedance of microstrip and stripline traces — any 50 Ω impedance design depends on using an accurate Dk value for the actual laminate, not a generic textbook figure.
The decision point is frequency. Below about 1–5 GHz, FR4’s Dk variability is tolerable for most RF and digital work. Above 5 GHz, two things start to bite: the frequency drift of Dk and its batch-to-batch inconsistency both begin to threaten signal integrity. A concrete example: an industrial Wi-Fi 6E module operating in the 6 GHz band, if it stays on FR4, needs simulation to verify that Dk deviation does not push line impedance outside the ±10% tolerance — you can no longer assume the nominal value holds.
Df — Dissipation Factor
Df is the property that decides how much signal energy the dielectric itself absorbs. Standard FR4’s Df is approximately 0.018–0.022 at 1 GHz, though it varies meaningfully with frequency and grade. The higher the frequency, the more dielectric loss this factor inflicts on the transmission line.
The engineering threshold is clear: for high-speed digital or RF signals above roughly 3–5 GHz, FR4’s Df produces eye-diagram degradation that is often unacceptable, and the design should move to a low-loss material (Df < 0.005). The procurement consequence is significant — switching to a genuine low-loss laminate such as Rogers 4350B (Df ≈ 0.0037) typically raises bare-board cost by 3–8×, which is a decision that has to be made at the architecture stage, not discovered at quoting.
CTE — Coefficient of Thermal Expansion
FR4 expands anisotropically. Its Z-axis CTE is roughly 50–70 ppm/°C below Tg, while its X/Y-axis CTE is about 14–17 ppm/°C. Copper sits at around 17 ppm/°C — so in the X/Y plane FR4 and copper are well matched, but in the Z-axis they diverge sharply. That Z-axis mismatch is the primary driver of plated through-hole (PTH) cracking during thermal cycling, and the effect grows more severe on thick, high-layer-count boards (above about 2.4 mm), where there is simply more material to expand through the barrel.
A real application makes this concrete: automotive ECUs routinely have to pass thermal cycling from −40°C to +125°C. In that regime, the match between CTE and solder-joint thermal fatigue is not a footnote — it is a qualification gate, and material selection has to account for it.
Thermal Conductivity
FR4’s thermal conductivity is approximately 0.3 W/m·K — a very low value. For perspective, the dielectric layer in aluminum-core PCBs delivers roughly 1–3 W/m·K, while the aluminum body itself conducts at approximately 150+ W/m·K, and copper exceeds 380 W/m·K. In thermal terms, FR4 is close to an insulator.
The decision this forces: FR4 is not a suitable heat path for high-power LED drivers, power modules, or high-power GaN devices. Those applications need a metal-core substrate, or, if they stay on FR4, a deliberately designed thermal via array to shunt heat from the component side to a copper plane or heatsink. The trade-off is that a thermal via array helps the heat problem but adds drilled holes, consuming routing space and constraining trace density in exactly the congested region under a hot component.
Moisture Absorption
FR4 absorbs moisture at a rate of roughly 0.10–0.20% (per IPC-TM-650 methods). This matters electrically because water has a Dk of about 80 — orders of magnitude higher than the laminate itself — so absorbed moisture raises the effective Dk and degrades both impedance accuracy and loss. For products stored or used in high-humidity environments, such as outdoor equipment or marine instrumentation, the impact of moisture on impedance and signal integrity has to be evaluated rather than assumed away.
There is also a hard manufacturing consequence. If laminate is stored improperly and takes on moisture before assembly, the trapped water flashes to steam during reflow and can blow the board apart internally — delamination, sometimes called popcorning. This is one of the most common non-conformance causes seen in real production, and it is the practical reason the bake-out steps discussed later exist.
Types of FR4: Standard, High Tg, Halogen-Free, Low-Loss, and High CTI
“FR4” is not one material but a family, and choosing within it is about matching the trigger conditions of your product, not memorizing features.
| Type | Typical Tg | Typical Application | Main Limitation |
|---|---|---|---|
| Standard FR4 | 130–140°C | Consumer electronics, low-frequency industrial control | Poor tolerance of repeated lead-free reflow |
| High Tg FR4 | 170–180°C | Industrial, automotive, servers | ~15–20% higher cost |
| Halogen-Free FR4 | 150–170°C | EU RoHS/REACH products | Some grades slightly harder to process |
| Low-Loss FR4 | — | RF and Wi-Fi below ~5 GHz | Df only reaches ~0.008–0.012; not true low-loss |
| High CTI FR4 | CTI ≥ 600 V | Power boards, industrial inverters | Higher cost, fewer suppliers |
The selection logic is best framed by trigger conditions. You move from standard to High Tg when repeated reflow or elevated operating temperature enters the picture. You move to Halogen-Free when EU RoHS/REACH compliance is required. You move to Low-Loss FR4 when you have RF below about 5 GHz that standard FR4 can’t quite serve cleanly — but note that even these grades only push Df down to roughly 0.008–0.012, which is an improvement over standard FR4 but still far from the true low-loss performance of PTFE or hydrocarbon laminates. And you move to High CTI when surface tracking under high voltage is a safety concern.
One procurement caution on halogen-free material: confirm that the grade meets the halogen-content limits defined in IEC 61249-2-21 — generally chlorine ≤ 900 ppm, bromine ≤ 900 ppm, and total halogen ≤ 1500 ppm — rather than accepting a bare “halogen-free” claim in marketing text. This is a material-conformance declaration that should be backed by the relevant limit figures, not a slogan.
Where FR4 Works Well — and Where It Doesn’t
FR4 is the right answer far more often than not, but knowing its boundaries is what separates a robust design from a field-return problem.
FR4 works well when the signal frequency stays below about 3–5 GHz, when the operating temperature lives within roughly −40°C to +85°C (High Tg variants extending the upper end toward +105°C), when no extreme thermal dissipation path is required, and when the project is cost-sensitive and built in volume. This describes the large majority of electronics, which is precisely why FR4 dominates.
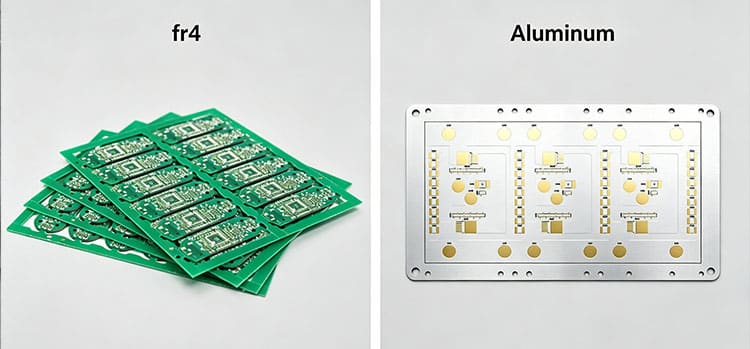
FR4 is the wrong choice in several specific situations. For millimeter-wave bands — automotive radar at 24 GHz or 77 GHz, for instance — the loss and Dk instability make Rogers or PTFE-based laminates necessary. For high-power LEDs or motor drives, the thermal conductivity is far too low, and a metal-core (aluminum) PCB is the appropriate substrate. For form factors that must flex repeatedly, FR4 is rigid and will crack, so a polyimide flexible board is required. And where standards such as IEC 60601 impose high-voltage isolation requirements, you must verify whether the CTI rating of your chosen grade actually satisfies the creepage demands.
A concrete contrast captures the principle: a single industrial controller might use FR4 for its main logic board while its companion power-conversion module uses an aluminum-core board. Same product, two substrates — because the two boards have fundamentally different thermal-management needs, and material selection follows the requirement rather than a habit.
Common Reliability Challenges of FR4 PCBs
Which of these failure modes matters most depends on your assembly process and end-use environment. Warpage and delamination are the most common concerns in high-volume SMT assembly. CAF becomes the priority in high-voltage, high-humidity deployments. Pad cratering is the specific concern when BGA packages must meet drop-test requirements.
PCB Warpage
Warpage arises when the copper density across the layers of a multilayer board is uneven, so thermal expansion differs from layer to layer and the panel bows. IPC-6012 calls for ≤ 0.75% for SMD boards and ≤ 1.5% for through-hole boards. The primary defense is in the stack-up itself — maintaining symmetric copper distribution across the layer stack is the most effective way to keep warpage in check.
Pad Cratering
Pad cratering is a failure not of the solder joint but of the resin layer beneath the pad: drop testing or thermal stress fractures the laminate under the copper pad. It shows up most often at the corner solder balls of lead-free BGA packages, where mechanical strain concentrates. A useful design-stage mitigation is to use non-solder-mask-defined (NSMD) pads, which help distribute stress and reduce the cratering tendency.
Delamination
Delamination is the separation of layers, caused by some combination of reflow after moisture uptake, excessive Z-axis CTE, and insufficient lamination bond strength. It is detected through cross-section analysis (microsectioning) or C-SAM ultrasonic scanning. The procurement action that addresses it is to require a thermal stress test report per IPC-TM-650 method 2.6.8 from the supplier, which demonstrates the laminate survives simulated assembly thermal excursions.
CAF — Conductive Anodic Filament
CAF is a slow-developing short circuit: copper ions migrate along the interface between the glass fiber and the resin, eventually forming a conductive filament that bridges two conductors. The conditions that drive it are a combination of high humidity, high voltage, and tightly spaced vias (< 0.5 mm pitch). The mitigation is material selection — high-performance laminates with strong CAF resistance, such as Isola IS410, are frequently specified in communications and server boards where these conditions are common.
Moisture-Related Failures
Failures here stem from improper storage before assembly or from finished boards living in high-humidity environments. The prevention is twofold: bake incoming material before assembly (around 105°C for 2–4 hours) to drive off absorbed moisture, consistent with J-STD-033 handling practice, and apply conformal coating to finished boards that will face humid service conditions.
FR4 PCB Thickness and Copper Weight Options
Standard board thicknesses run 0.4 / 0.6 / 0.8 / 1.0 / 1.2 / 1.6 / 2.0 / 2.4 mm. Among these, 1.6 mm is the industry default, and it is the thickness assumed by most standard connectors — PCI-e edge connectors and USB receptacles, for example, are dimensioned around it. Deviating from 1.6 mm without checking your connectors is a classic mechanical-fit mistake.
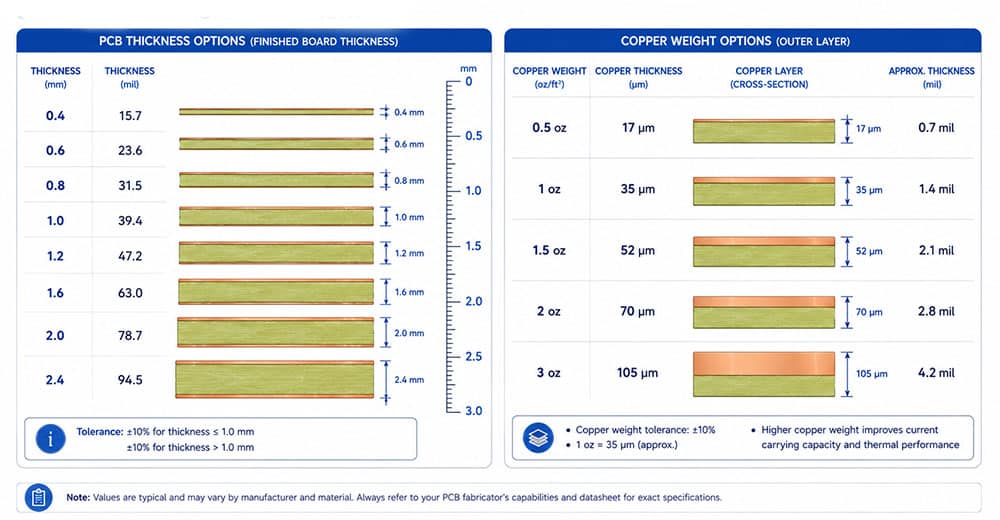
Copper weight comes in common specifications of 0.5 oz (17.5 µm), 1 oz (35 µm), 2 oz (70 µm), and 3 oz (105 µm). Increasing the outer-layer copper weight lowers the resistance of power traces, but it also makes etching harder, which forces the minimum line width and spacing to be relaxed accordingly — heavier copper and fine features pull in opposite directions. High-current power boards (> 10 A) typically run 2 oz copper on the outer layers, paired with widened traces, to meet the current-carrying requirements of IPC-2152. Copper weights above 2 oz usually incur additional processing charges and can extend the manufacturing lead time.
FR4 vs Other PCB Materials
The point of comparison is not to crown a winner but to identify the trigger that justifies leaving FR4.
| Dimension | FR4 | Rogers 4350B | Polyimide | Aluminum Core |
|---|---|---|---|---|
| Dk | 4.2–4.8 | 3.48 | 3.4–3.5 | — (dielectric layer) |
| Df | 0.018–0.022 | 0.0037 | 0.002–0.01 | — |
| Tg | 130–180°C | 280°C | > 250°C | — |
| Thermal conductivity | 0.3 W/m·K | 0.69 W/m·K | 0.2 W/m·K | Dielectric ~1–3 W/m·K; aluminum body ~150+ W/m·K |
| Relative cost | Baseline 1× | 5–10× | 3–5× | 2–4× |
| Typical application | General purpose | mmWave, RF | Flexible, aerospace | High-power LED, power |
A note on the aluminum-core row, because the numbers are easy to misread: the 1–3 W/m·K figure describes the thin dielectric layer, which is the actual thermal bottleneck in the structure, not the aluminum body, which conducts at roughly 150+ W/m·K. The aluminum body is what makes the substrate genuinely effective at heat removal — the dielectric layer is simply the constraint that limits how efficiently heat reaches it.
The selection triggers fall out cleanly. You move to Rogers when frequency or loss demands it; to Polyimide when flexibility or extreme temperature stability is required; to Aluminum Core when heat dissipation is the dominant constraint. One important trade-off: Rogers and similar materials usually do not run cleanly through a standard FR4 process flow, so they require separate quoting and process confirmation rather than a drop-in substitution.
How to Specify FR4 When Working with a PCBA Manufacturer
Most FR4 problems are not material problems — they are specification problems. When you send an RFQ, five technical parameters must be explicit.
First, material grade: state whether you need Standard FR4, High Tg FR4, or Halogen-Free FR4, and give the specific Tg requirement (for example, Tg ≥ 170°C). Second, board thickness: a concrete value with tolerance, such as 1.6 mm ± 10%. Third, copper weight: call out outer and inner layers separately, such as Outer 1 oz / Inner 0.5 oz. Fourth, impedance requirements: whether the design is controlled-impedance and what deviation is allowed, such as 50 Ω ± 10%. Fifth, surface finish: HASL, ENIG, or OSP, since this affects both the soldering process and the cost.
The single most common RFQ omission is writing only “FR4” without specifying Tg. The supplier then processes it as the lowest-cost standard FR4 — even though your design may have been evaluated assuming High Tg. That one missing parameter is responsible for a disproportionate share of thermal failures.
On standards, require the supplier to deliver manufacturing and test reports compliant with IPC-6012 Class 2 or Class 3, and be deliberate about which one you ask for. Class 3 carries meaning for applications where failure is unacceptable — medical, aerospace, automotive — and asking for it without that justification simply adds cost. On incoming inspection, request a first-article cross-section report to verify hole-copper thickness; IPC-6012 requires PTH copper thickness ≥ 20 µm for Class 2, and a microsection is the only way to confirm it was actually achieved.
If you are preparing an RFQ now, the five parameters in this section are the starting point. If you are still evaluating whether FR4 is the right substrate for your design, the frequency, thermal, and reliability thresholds covered earlier in this article are where that decision gets made.